

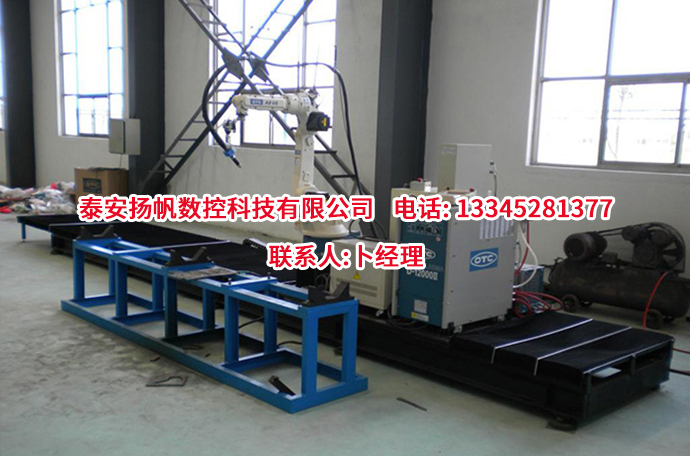




焊接机器人对焊枪的编程技巧总结
来源:http://www.tayfsk.com/ 发布时间:2021-06-30 浏览次数:0
机器人根据需要可选用桶装或盘装焊丝。为了减少更换焊丝的频率,机器人应选用桶装焊丝,但由于采用桶装焊丝,送丝软管很长,阻力大,对焊丝的挺度等质量要求较高。当采用镀铜质量稍差的焊丝时,焊丝表面的镀铜因摩擦脱落会造成导管内容积减小,高速送丝时阻力加大,焊丝不能平滑送出,产生抖动,是电弧不稳,有限焊缝质量。严重时。出现卡死现象,是机器人停机,故要及时清理焊丝导管。
The robot can choose barreled or coiled welding wire according to the needs. In order to reduce the frequency of changing welding wire, the robot should choose barreled welding wire, but because of the use of barreled welding wire, the wire feeding hose is very long, the resistance is large, and the quality requirements of welding wire stiffness are high. When the welding wire with slightly poor copper plating quality is used, the copper plating on the surface of the welding wire will reduce the volume of the pipe due to friction, increase the resistance when the wire is fed at high speed, and the welding wire can not be sent out smoothly, resulting in jitter, which is caused by unstable arc and limited weld quality. In severe cases. In case of jamming, the robot stops, so it is necessary to clean the welding wire conduit in time.
(1)选择合理的焊接顺序。以减小焊接变形、焊枪行走路径长度来制定焊接顺序。
(1) Choose reasonable welding sequence. In order to reduce the welding deformation and the length of the welding gun path, the welding sequence is established.

(2)焊枪空间过渡要求移动轨迹较短、平滑、。
(2) The space transition of welding torch requires short, smooth and safe moving track.
(3)优化焊接参数。为了获取较佳的额焊接参数,制作工作试件进行焊接试验和工艺评定。
(3) Optimize welding parameters. In order to obtain better welding parameters, working specimens were made for welding test and procedure qualification.
(4)合理的变位机位置,焊枪姿态,焊枪相对接头的位置。工件在变位机上固定之后,若焊缝不是理想的位置与角度,就要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置,同时,要不断调整机器人各轴位置,合理地确定焊枪相对接头的位置、角度与焊丝伸出长度。工件的位置确定之后,焊枪相对接头的位置通过编程者的双眼观察,难度较大。这就要求编程者善于总结积累经验。
(4) Reasonable positioner position, torch attitude, torch position relative to the joint. After the workpiece is fixed on the positioner, if the welding seam is not the ideal position and angle, it is required to continuously adjust the positioner during programming to make the welding seam reach the horizontal position according to the welding sequence. At the same time, it is necessary to continuously adjust the position of each axis of the robot to reasonably determine the position, angle and wire extension length of the welding torch relative to the joint. After the position of the workpiece is determined, the position of the welding gun relative to the joint is observed by the programmer's eyes, which is difficult. This requires programmers to be good at summing up experience.
(5)及时插入清枪程序。编写一定长度的焊接程序后,应及时插入清枪程序,可以防止焊接飞溅堵塞焊接赔罪和导电嘴,保证焊枪的清洁,提高喷嘴的寿命,确保可靠引弧、减少焊接飞溅。
(5) Insert the gun cleaning procedure in time. After writing a certain length of welding procedure, the gun cleaning procedure should be inserted in time to prevent the welding spatter from blocking the welding torch and the conductive nozzle, ensure the cleaning of the welding torch, improve the service life of the nozzle, ensure reliable arc striking and reduce the welding spatter.
(6)编制程序一般不能一步到位,要在机器人焊接过程中不断检验和修改程序,调整焊接参数及焊枪姿态等,才会形成一个好程序。
(6) Generally, the programming can not be completed in one step. A good program can only be formed by constantly checking and modifying the program, adjusting the welding parameters and welding torch posture in the process of robot welding.
上一篇:焊接机器人不同枪姿对焊接造成的影响
下一篇:管道焊接机主要有哪些用处?






